
激光錫焊與回流焊接在焊點影響方面有顯著的差異,針對電子裝聯技術的特點,松盛光電對兩種焊接工藝在對焊點影響方面做以下對比分析:
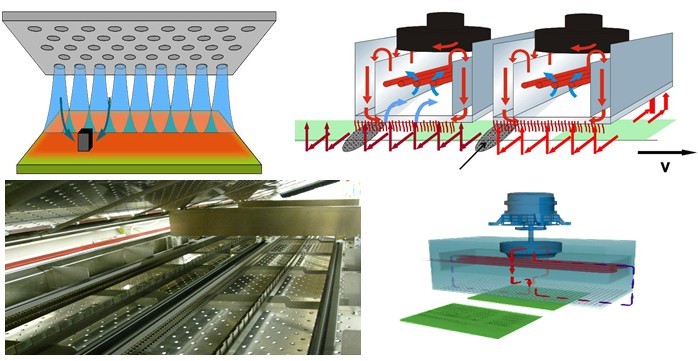
SMT回流焊工藝加熱方式圖示
一、精度與控制性:
激光錫焊:提供極高的精度和局部控制能力,能夠實現微米級別的焊接點,特別適合高密度封裝和微電子組件的焊接。由于其非接觸式作業,避免了物理接觸造成的損傷,對精密元器件周圍的熱影響極小。
回流焊接:適用于大面積的SMT組件焊接,通過整個PCB板的加熱和冷卻循環完成焊接,盡管現代回流焊設備具有精確的溫度控制,但相對于激光錫焊,其局部控制性和精確度稍遜一籌。
二、熱影響區與應力:
激光錫焊:因局部快速加熱和冷卻,熱影響區小,可顯著降低熱應力,減少PCB板彎曲、元器件損壞和焊點裂紋的風險。
回流焊接:整個PCB板經歷高溫循環,熱影響區較大,對于熱敏感元件可能需要特別保護措施以防止熱損傷,長期熱暴露也可能導致板翹曲。
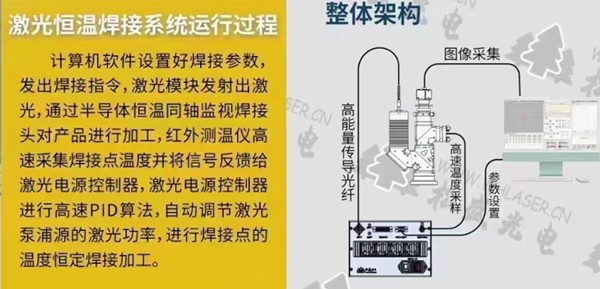
激光恒溫錫焊系統運行流程圖示
三、材料適應性:
激光錫焊:對材料兼容性廣泛,包括難以焊接的金屬,且對表面狀態要求較低,能穿透氧化層進行焊接。
回流焊接:主要針對使用錫膏的SMT組件,對于特定材料或表面處理要求較高的焊接,適應性不如激光錫焊靈活。
四、生產效率與成本:
激光錫焊:單點或小面積焊接,適合高精度和小批量生產,初期設備投資成本較高,但能有效減少后期的返修成本。
回流焊接:適合大規模生產,設備投資相對較低,但批量生產時效率和成本效益明顯,對于標準SMT組件的焊接非常高效。
五、環境影響與可持續性:
激光錫焊:產生的廢棄物和污染較少,是一種更為環保的焊接方式。
回流焊接:在焊接過程中可能產生揮發性有機化合物(VOCs),需要配備適當的通風和凈化系統以減少環境污染。
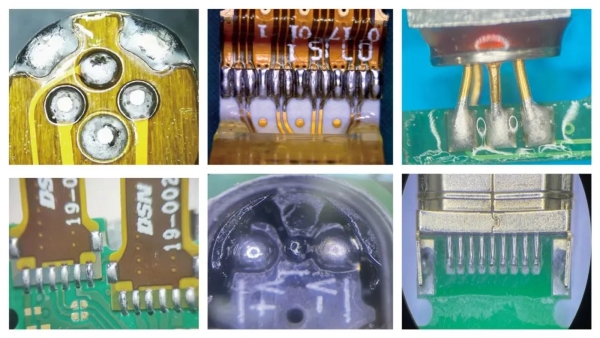
激光錫焊焊接樣件圖示
六、潤濕性:
激光錫焊:激光錫焊由于其高精度和自動化程度,可以有效避免潤濕不良的問題,因為其加熱速度快,熱量輸入少,且可以精確控制焊接位置。
回流焊接:回流焊接中常見的問題包括潤濕不良,即焊點焊錫合金沒有很好地鋪展開來,從而無法得到良好的焊點并直接影響到焊點的可靠性。潤濕不良的原因包括焊盤或引腳表面的鍍層被氧化、鍍層厚度不夠或加工不良等。
七、其他影響因素:
激光錫焊:激光錫焊具有加熱速度快、熱量輸入少和熱量影響大的優點,焊接位置可以精確控制,焊接過程是自動化的,焊錫量可精確控制,焊點一致性好。
回流焊接:真空回流焊工藝中,器件焊點的Stand-off高度有明顯降低,導致焊錫向四周延展,從而產生焊點橋連的風險。
結論:
綜上所述,激光錫焊與回流焊接各有優勢,選擇哪種焊接工藝需要根據具體的應用場景和生產需求來決定。激光錫焊更適合于高精度、小批量、對熱敏感元件的焊接,而回流焊接則在大批量生產和標準SMT組件裝配上展現出了更高的效率和經濟性。隨著電子元器件的小型化、精密化趨勢,激光錫焊的應用范圍有望進一步擴大。
手機/微信:13971100349
Mail:sale007@whlaser.cn
Copyright ? 2024 Whlaser.cn.All rights reserved. 鄂ICP備16023374號  鄂公網安備42018502002217號
鄂公網安備42018502002217號
武漢松盛光電專注于振鏡同軸視覺光路系統,光纖精密切割頭,單聚焦恒溫錫焊焊接頭,
光斑可調節焊接頭,方形光斑焊接頭,塑料焊接等激光產品的生產銷售及提供激光錫焊塑料焊應用解決方案。


