
隨著激光焊接技術的發(fā)展和激光器成本的降低,激光塑料焊接正逐漸取代傳統(tǒng)的焊接方式。激光塑料焊接技術因其高效、精確和環(huán)保的特性,在多個領域得到了廣泛應用,包括汽車制造、醫(yī)療器械、包裝等。該技術主要通過激光透射或吸收劑輔助的方式,對塑料材料進行焊接,以實現(xiàn)不同塑料部件的無縫連接。本期松盛光電小編就來簡單分享塑料激光焊接優(yōu)勢及工藝流程。
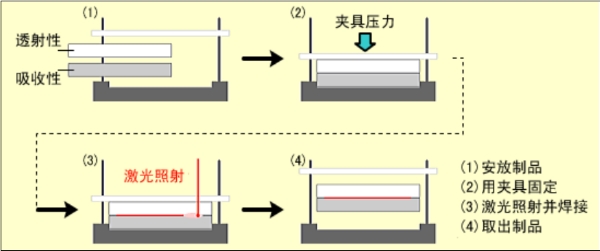
激光塑料焊接流程圖示
與傳統(tǒng)塑料焊接相比,激光塑料焊接具有以下獨特的優(yōu)勢:
1. 激光塑料焊接屬于非接觸焊接,與焊接工件沒有物理接觸也不產(chǎn)生化學反應,可以在工業(yè)環(huán)境下操作,焊接過程中不會產(chǎn)生粉塵或飛邊等不良現(xiàn)象,保持工作環(huán)境的清潔,適合用于衛(wèi)生安全的醫(yī)療和食品行業(yè)。
2. 激光可以通過光束整形來調控光束尺寸大小和改變形狀,便于控制熱影響區(qū)和接合區(qū)的大小,具有高的自由度和較好的靈活性,并且對焊接零部件的尺寸及形狀沒有限制,可實現(xiàn)二維和三維的焊接,提供了零部件多樣化的定制服務。
3. 激光塑料焊接的焊接速度快,焊縫強度高,無飛邊,無殘渣,能夠保證焊接區(qū)域的良好外觀。
4. 激光塑料焊接部件精密牢固,不透氣,不漏水,能極大減少熱應力和振動應力,適合對精密電子元器件和易損壞器件的焊接。
激光塑料焊接工藝流程簡介:
一、激光器選擇
激光器的選擇應基于所需焊接的塑料材料、厚度以及所需的輸出功率。不同的激光器有著不同的輸出功率、波長和光束質量,因此需要根據(jù)特定的應用需求進行選擇。一般情況下976nm和2μm激光波長適用于塑料激光焊接。
二、激光參數(shù)設置
激光參數(shù)的設置包括激光功率、脈沖寬度、頻率和光束焦距等。這些參數(shù)的設置將直接影響焊接效果。例如,增加激光功率可以增加焊接深度,但同時也可能造成塑料的過度熔化和變形。因此,需要對這些參數(shù)進行精細的調整,以達到較佳的焊接效果。
三、焦點位置調整
焦點位置的調整對于焊接效果至關重要。如果焦點位置不正確,可能會導致接深度不足或焊接寬度過大。一般來說,焦點位置應位于塑料材料的表面,以實現(xiàn)較佳的焊接效果。
四、速度控制
焊接速度的控制對于焊接質量和效率有著重要影響。過快的焊接速度可能導致焊接深度不足或焊接寬度過大,而過慢的焊接速度則可能導致塑料材料的過度熔化和變形。因此,需要根據(jù)具體的材料和厚度以及激光器的參數(shù)進行精細調整。
五、溫度控制
塑料材料的熔點和熱膨脹系數(shù)對其激光焊接效果有著重要影響。因此,需要對材料進行精準的溫度控制,以保證材料在焊接過程中保持穩(wěn)定的形態(tài),避免出現(xiàn)過熱或過冷的情況。此外,溫度控制還可以防止在焊接過程中出現(xiàn)熱應力集中和熱變形等問題。
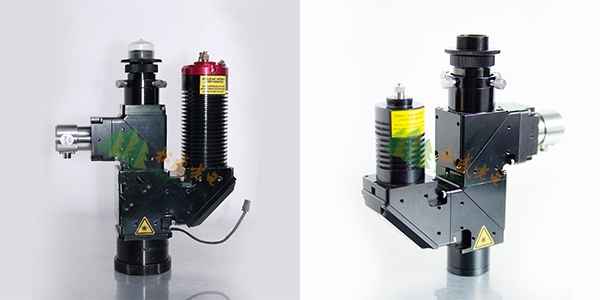
976nm激光焊接頭(圖左)2um塑料焊接頭(圖右)
松盛光電激光塑料焊接的主要優(yōu)勢:
1)利用高能量密度的激光熱源,實現(xiàn)塑料接合面溫度的最佳化,以保證塑料激光焊接過程的高速度和高精度化。
2)通過激光束形狀和尺寸的變化,可以將熱影響區(qū)和接合區(qū)域控制到很小的程度。焊接區(qū)域的外表面看不到焊接形成的痕跡,也看不到由焊接所形成的損傷。
3)976nm/2μm多波段焊接頭可選,自帶CCD同軸測溫接口,可實時監(jiān)測焊點恒溫焊接。
4)對零部件的形狀和尺寸沒有限制,使零部件的設計自由度有一個飛躍性的提高。
5)焊接過程中沒有震動,對于電子元件、醫(yī)療器械等震動敏感的零部件來說是非常有利的。
6)非接觸加工(連接的零部件和熱源沒有物理性的接觸),容易維持醫(yī)療及食品器械等的衛(wèi)生安全。
7)激光光束傳送自由度高,容易實現(xiàn)自動化。
手機/微信:13971100349
Mail:sale007@whlaser.cn
Copyright ? 2024 Whlaser.cn.All rights reserved. 鄂ICP備16023374號  鄂公網(wǎng)安備42018502002217號
鄂公網(wǎng)安備42018502002217號
武漢松盛光電專注于振鏡同軸視覺光路系統(tǒng),光纖精密切割頭,單聚焦恒溫錫焊焊接頭,
光斑可調節(jié)焊接頭,方形光斑焊接頭,塑料焊接等激光產(chǎn)品的生產(chǎn)銷售及提供激光錫焊塑料焊應用解決方案。


