
塑料激光焊接是一種利用激光光子的能量將塑料工件在原子水平上熔化的焊接方法。今天松盛光電重點介紹其應用于精密塑料電子元件領域激光焊接技術;電子/電氣元件體積減小,以及更加苛刻的外觀要求,塑料激光焊接工藝正迅速被各行各業所應用。
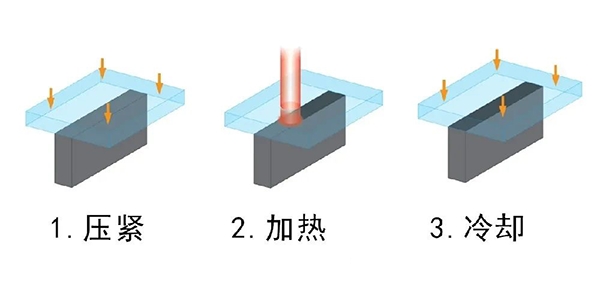
塑料激光焊接工藝的3個階段
電子工業中的準同步塑料激光焊接應用
用于電子工業中塑料外殼的持久閉合。通常采用激光透射焊接和輪廓焊接兩種形式。激光透射焊接是將兩個待焊接塑料零部件夾在一起,然后將一束短波紅外區的激光定向到待粘結的部位。輪廓焊接則是將激光束通過鏡頭聚焦成一定尺寸的光斑,激光鏡頭放置于運動軸或者機器人上,運動平臺帶動鏡頭使得光斑沿焊接線順序運動完成焊接。
塑料激光焊接在小型化、輕量化的精密塑料電子電器行業應用也較為普遍,例如電腦塑料件、手機零部件(機殼,耳機座,USB 座),鼠標,連接器,開關等塑料零件的激光塑料焊接應用。
此外,塑料激光焊接中光源波長的選擇也非常重要。根據研究表明,當上層透光材料對激光的透過率高于50%,下層吸光材料透過率低于20%時,激光塑料焊接會獲得較好的結果。因此,需要根據不同材料的特性選擇合適的光源波長。
激光塑料焊接系統選擇
1.按照激光波長可分為:976nm和2um的焊接系統。
2.目前廣泛使用976nm激光焊接系統,976nm激光焊接原理采用上層透射+下層吸收原理進行連接。
3.2um激光焊接系統,是對上下零件同時加熱,在結合處溫度上升較快,從而熔化并形成連接。能夠對上下均透明的零件進行焊接。
4.輪廓掃描激光焊接。通過伺服驅動激光頭或者零件,使得激光束在焊接路徑上移動。具有足夠的能量來熔化和連接零件。該方式適合平面對平面的焊接,或者塌陷距離小于0.1mm產品。
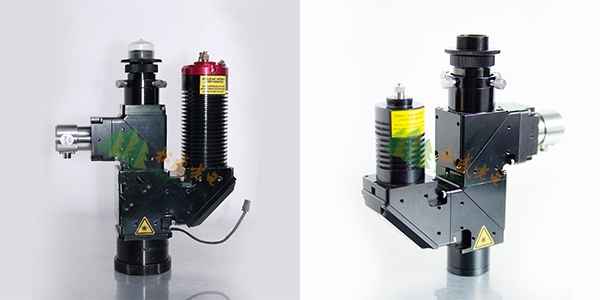
976nm激光焊接頭(圖左)2um塑料焊接頭(圖右)
松盛光電針對2種不同波段的塑料焊接系統自主研發出976nm同軸測溫視覺激光焊接頭和2um同軸測溫成像塑料激光焊接頭,利用同軸紅外測溫實時反饋控制,可以實時調整輸出能量保持焊接一致性,最大程度保證焊接良率。利用系統同軸CCD攝像頭與監視裝置,對被焊接工件進行定位追蹤,避免實時焊接過程中的焊點偏移。
塑料激光焊接頭主要特點:
在線閉環溫度控制
超精細焊縫
同軸CCD監控接口
體積小巧緊湊牢固
內部結構完全密封
同軸激光,同軸測溫,同軸成像
體積小巧緊湊牢固可靠,無多余調節機構免維護,適用于高強度自動化流水線工作狀態
專用技術:激光、成像、測溫、紅光多光共軸
手機/微信:13971100349
Mail:sale007@whlaser.cn
Copyright ? 2024 Whlaser.cn.All rights reserved. 鄂ICP備16023374號  鄂公網安備42018502002217號
鄂公網安備42018502002217號
武漢松盛光電專注于振鏡同軸視覺光路系統,光纖精密切割頭,單聚焦恒溫錫焊焊接頭,
光斑可調節焊接頭,方形光斑焊接頭,塑料焊接等激光產品的生產銷售及提供激光錫焊塑料焊應用解決方案。


