
激光錫絲焊接是一種利用激光作為熱源進(jìn)行焊接的技術(shù)。其基本原理是通過激光器產(chǎn)生高度集中的光束,將光能轉(zhuǎn)換為熱能,從而熔化焊料并實(shí)現(xiàn)焊接。具體過程如下:
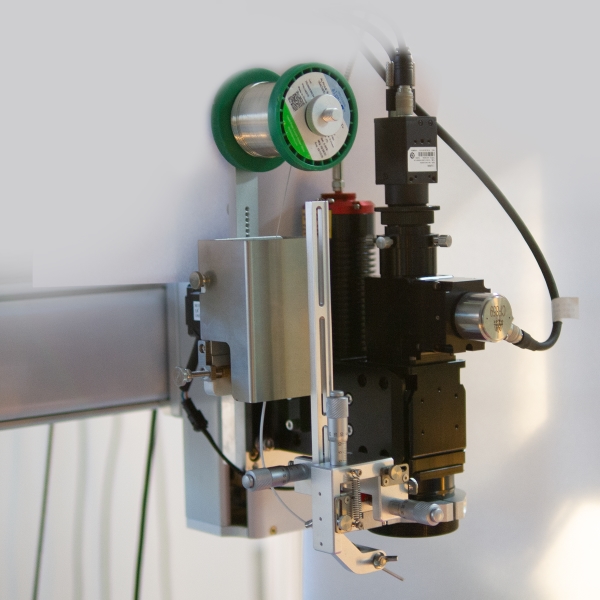
自動送絲導(dǎo)絲機(jī)構(gòu)+激光錫焊頭圖示
1.預(yù)熱:預(yù)熱階段,激光出光,激光束聚焦于待焊接的金屬焊盤上,通過激光輻射對焊盤位置預(yù)熱,實(shí)現(xiàn)焊點(diǎn)升溫。
2.送錫絲:在焊盤預(yù)熱的同時(shí),送錫設(shè)備將錫絲送至焊盤位置。
3.熔化焊料:當(dāng)焊盤溫度足夠高時(shí),激光繼續(xù)照射,使錫絲迅速熔化,并流入焊盤和被焊接件之間的微小間隙中。
4.形成焊點(diǎn):錫絲回抽與焊點(diǎn)脫離,激光逐步減弱到停止,完成焊點(diǎn)成型冷卻。

矩形焊盤激光送絲焊接動圖
材料預(yù)熱、送絲熔化及抽絲離開三個(gè)步驟的精準(zhǔn)實(shí)施是決定激光送絲焊焊接是否完美的關(guān)鍵點(diǎn)。
比方說,預(yù)熱 PCB 焊盤時(shí),溫度一定要嚴(yán)格控制,溫度高會對 PCB 焊盤及現(xiàn)有電子元件造成損傷,溫度低無法起到預(yù)熱效果。送絲和離絲速度要快,送絲速度慢,會產(chǎn)生激光燒灼 PCB 的現(xiàn)象,離絲速度慢則會出現(xiàn)多余焊絲堵住送絲嘴的現(xiàn)象。
松盛光電激光送絲焊錫是實(shí)時(shí)溫度反饋系統(tǒng),CCD同軸定位系統(tǒng)以及半導(dǎo)體激光器所構(gòu)成;搭載自主開發(fā)的智能型軟釬焊軟件,支持導(dǎo)入多種格式文件。獨(dú)創(chuàng)PID在線溫度調(diào)節(jié)反饋系統(tǒng),能有效的控制恒溫焊錫,確保焊錫良品率與精密度,適用面廣,可應(yīng)用于在線生產(chǎn),也可獨(dú)立式加工。擁有以下特點(diǎn)優(yōu)勢:

桌面式激光送絲恒溫焊錫系統(tǒng)圖示
1.采用非接觸式焊錫,無機(jī)械應(yīng)力損傷,熱效應(yīng)影響較小。
2.多軸智能工作平臺(可選配),可應(yīng)對各種復(fù)雜精密焊錫工藝。
3.同軸CCD攝像定位及加工監(jiān)視系統(tǒng),可清晰呈現(xiàn)焊點(diǎn)并及時(shí)校正對位,保證加工精度和自動化生產(chǎn)。
4.獨(dú)創(chuàng)的溫度反饋系統(tǒng),可直接控制焊點(diǎn)的溫度,并能實(shí)現(xiàn)呈現(xiàn)焊錫溫度曲線,保證焊錫的良率。
5.激光,CCD,測溫,指示光四點(diǎn)同軸,完美的解決了行業(yè)內(nèi)多光路重合難題并避免復(fù)雜調(diào)試。
6.保證優(yōu)良率99%的情況下,焊錫的焊點(diǎn)直徑最小達(dá)0.2mm,單個(gè)焊點(diǎn)的焊錫時(shí)間更短。
7.X軸、Y軸、Z軸適應(yīng)更多器件的焊錫,應(yīng)用更廣泛。
8.桌面式操作,移動方便。
激光送絲焊接具有結(jié)構(gòu)緊湊、一次性作業(yè)的特點(diǎn);焊點(diǎn)飽滿,與焊盤潤濕性好,尤其適合PCB電路板、光學(xué)元器件、聲學(xué)元器件,半導(dǎo)體制冷元器件等集成電路板及其單一電子元器件錫焊。
手機(jī)/微信:13971100349
Mail:sale007@whlaser.cn
Copyright ? 2024 Whlaser.cn.All rights reserved. 鄂ICP備16023374號  鄂公網(wǎng)安備42018502002217號
鄂公網(wǎng)安備42018502002217號
武漢松盛光電專注于振鏡同軸視覺光路系統(tǒng),光纖精密切割頭,單聚焦恒溫錫焊焊接頭,
光斑可調(diào)節(jié)焊接頭,方形光斑焊接頭,塑料焊接等激光產(chǎn)品的生產(chǎn)銷售及提供激光錫焊塑料焊應(yīng)用解決方案。


